 FOIA
FOIA
Freedom of Information Act Electronic Reading Room
Welcome to the Central Intelligence Agency's Freedom of Information Act Electronic Reading Room.
What is the Electronic Reading Room?
What's New on the Electronic Reading Room?

Nixon and the People’s Republic of China: CIA’s Support of the Historic 1972 Presidential Trip
This collection marks the 50th anniversary of President Richard M. Nixon’s February 1972 trip to the People’s Republic of China (PRC) – a landmark event that preceded the establishment of diplomatic relations between the two countries. This small collection, consisting of three city guides, an atlas, and four leadership profiles, is a subset of the materials CIA produced for President Nixon and National Security Advisor Henry Kissinger in preparation for the seven-day visit.
City guides were produced on Peking (Beijing), Shanghai, and Hang-Chou (Hangzhou)1, as these cities were part of President Nixon’s tour of the PRC. Each guide included a brief history of the city, contemporary maps and photographs, and descriptions of geography, climates, and points of interest.
CIA also produced an 82-page atlas of the PRC for President Nixon’s trip. The US government distributed more than 4,000 copies to government customers and non-government institutions and libraries, and sold 30,000 copies to the public for a short period after the trip for $5.25, or $35.19 in today’s dollars. This is the first time in fifty years CIA has made the atlas available to the public.
This collection also includes leadership profiles—assessments that CIA provides US Presidents and other policymakers to assist them in understanding their foreign counterparts. The profiles in this collection include Chinese Communist Party (CCP) Chairman Mao Tse-tung (Mao Zedong) and Premier Chou En-lai (Zhou Enlai). A profile of Lin Piao (Lin Biao), Vice Chair of the CCP, prepared for this trip is also included in this collection; however, Lin died in a plane crash five months before President Nixon’s visit.
_____________________
1 CIA did not begin using the non-Romanization spelling of Beijing and Hangzhou until 1979. This article provides updated spellings elsewhere in parentheses.
See The Nixon Collection (8 documents/331 pages).
Current/Central Intelligence Bulletin Collection
Central Intelligence Bulletin
Harry Truman was the first U.S. president to receive a daily intelligence digest. At his direction, the Daily Summary began production in February 1946, and continued until February 1951. President Truman was pleased with the product, but a survey group commissioned by the National Security Council in 1949 was critical of the Daily Summary and issued several recommendations to improve it. The new version, called the Current Intelligence Bulletin, began production on 28 February 1951, and this remained the format of the president's daily digest through Dwight Eisenhower's two terms, although it was retitled the Central Intelligence Bulletin in 1958. The Current/Central Intelligence Bulletin grew longer than its predecessor over time with the addition of more items and more analysis, and would eventually contain more graphics as printing technology improved.
The new Kennedy Administration confronted a full array of international issues in 1961. In April, a group of CIA-trained Cuban exiles landed at the Bay of Pigs on the southern coast of Cuba with the goal of overthrowing the Fidel Castro regime and establishing an anti-Communist government. The outnumbered invading force was quickly repelled by Castro's troops. The year's reports were dominated by the worsening Congo crisis, with the fragmentation of the country widening despite the efforts of the United Nations, and US concern over the high tempo of Soviet testing of space vehicles and intercontinental ballistic missiles. The situation in Laos deteriorated, as the Communist Pathet Lao insurgency gained strength against the US-backed Royal Lao government.
The changes at the CIA following the Bay of Pigs included a format update for the president's daily intelligence report. The new version, called the President's Intelligence Checklist (PICL), was first delivered on 17 June 1961. The Central Intelligence Bulletin continued to be produced as a separate publication until 10 Jan 1974, when it was replaced by the National Intelligence Daily. The PICL, however, was the president's primary written intelligence source through the remainder of the Kennedy Administration. The Kennedy PICL reports are available here
This historical release includes: the Central Intelligence Bulletin reports from 2 January-30 June 1961 (2752 pages).
This release is the thirteenth and final release in the Current/Central Intelligence Bulletin series.
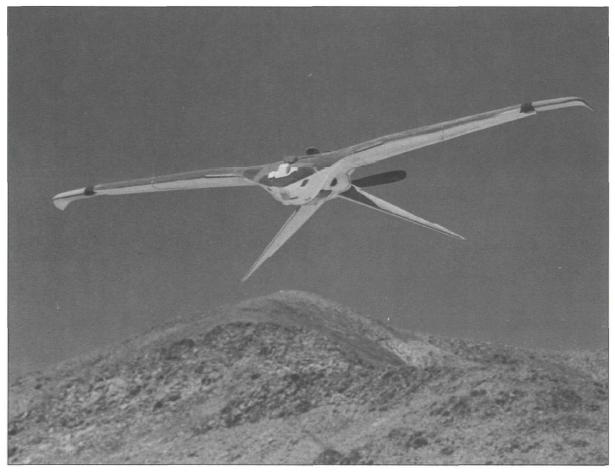
aquiline adj. of or like the eagle.
Aerial intelligence collection platforms have played a critical role in US national security from the earliest beginnings of aviation. CIA's 1960s OXCART Program and its use of U-2s are examples of collection innovations that have kept US leaders informed about adversaries' capabilities and intentions. Despite their success, however, use of these platforms carried significant risks and repercussions, including detection and even pilot loss, such as the downing of the U-2 flown by Francis Gary Powers in 1960. Ever-evolving research by the CIA led to the development concept of unmanned aerial vehicles (UAVs) as collection platforms. An innovative Agency program in the 1960s codenamed Aquiline was the very first to test this concept. Based initially on the study of flight characteristics of birds, Aquiline was envisioned as a long-range vehicle that could safely and stealthily provide a window into denied areas such as the Soviet Union through photography and other capabilities, and would even support in-place agent operations. While it never became operational, the concept proved invaluable as a forerunner to today's multi-capability UAVs.
Learn more about CIA's early eagle (40 documents/289 pages).

The Collapse of Communism in Eastern Europe: A 30-Year Legacy
The Collapse of Communism in Eastern Europe: A 30-Year Legacy
This collection includes a broad sampling of articles from the National Intelligence Daily—the CIA's principal form of current intelligence analysis at the time—from February 1989 to March 1990. These articles represent much of the Agency's short-term analysis of events unfolding in Central and Eastern Europe as popular opposition to Soviet misrule erupted and quickly surpassed anything the Communist regimes were prepared to understand or to which they could respond. The material also represents a major source of information and insight for US policymakers into what was happening in these countries, where the situation was heading, and how a collapse of Communist rule in Europe and the beginnings of the breakup of the Soviet Union would impact Europe and the United States.
Please note: Some of the material is marked "NR" or "not relevant." This means that material is unrelated to events in Central and Eastern Europe, and was therefore not reviewed for declassification as part of this collection.
Learn more about the collapse of Communist rule in Europe (105 documents/151 pages)
